18303187555
18303187555
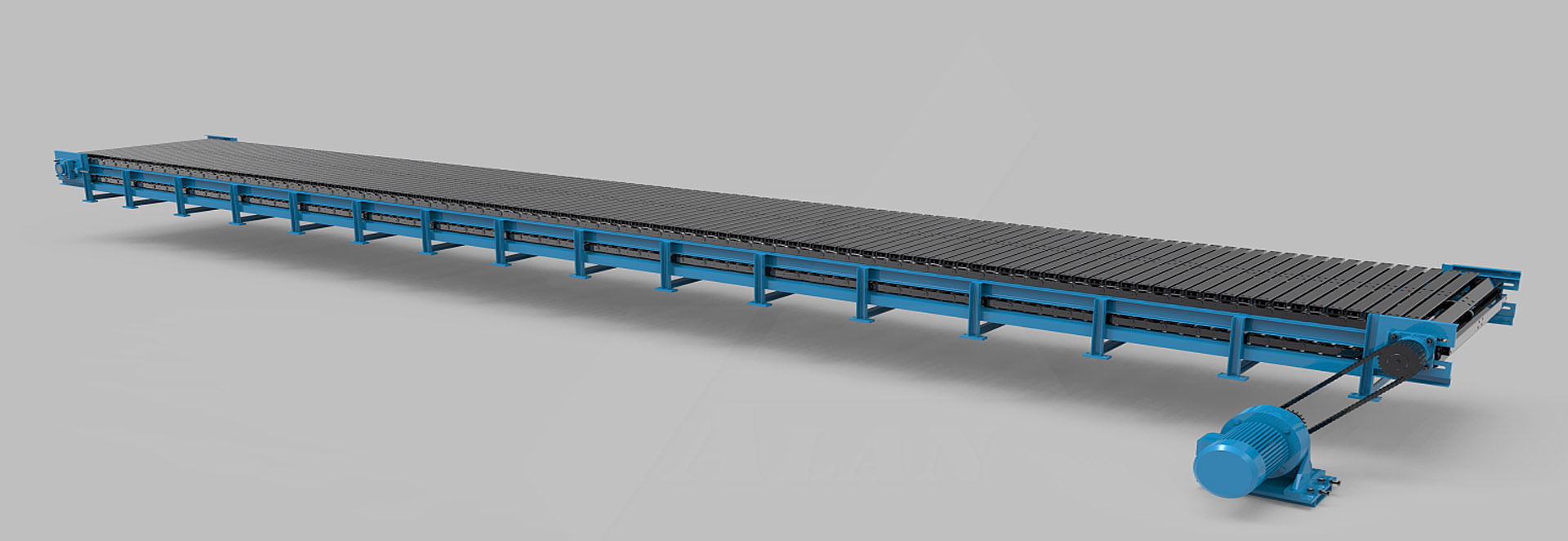
益陽全自動蛋皮機輸送線皮帶輸送機廠家定制
皮帶輸送機運行時輸送帶跑偏是常見問題。為解決常見問題重要要注意安裝的規格型號精度與平常的維護保養。跑偏的原因有很多種,需按照不一樣的原因區別處理。
1.調整載重緩沖托輥組皮帶機的皮帶在所有皮帶輸送機的正中間跑偏時可調整緩沖托輥組的部位來調整跑偏;在生產加工時緩沖托輥組的兩側安裝孔都生產制造 發展趨勢孔,有利于進行調整。具體方法是皮帶側重哪一側,緩沖托輥組的朝皮帶前進方向挪動,另一側倒退。皮帶輸送帶往上方向跑偏則緩沖托輥組的下坐落 于理當靠左邊移動,緩沖托輥組的上坐落于往右邊移動。
2.安裝調心緩沖托輥組調心緩沖托輥組是多種類型如中間轉動軸式、四連桿式、立輥式等其基本概念是采用阻止或緩沖托輥在平面圖內方向轉動阻止或導致打橫 扭矩使皮帶自動式軸向保證調整皮帶跑偏的目的。在皮帶輸送機全長較短期內或皮帶輸送機雙向運行時采用此方法 比較合理,原因是較短皮帶輸送機更很容易 跑偏并且不容易調整。長距離皮帶輸送機不選擇這種方法 ,調心緩沖托輥組的運用會對皮帶的使用壽命導致一定的傷害。
3.調整控制器滾筒與調向滾筒部位,控制器滾筒與調向滾筒的調整皮帶輸送帶跑偏調整的關鍵因素。一條皮帶輸送機至少有2到五個滾筒,所有滾筒的安裝部位 盡量空間四邊形皮帶輸送機長度方向的,若歪斜過大造成跑偏。其調整方法 與調整緩沖托輥組相仿。對于頭部滾筒與皮帶輸送機的向滾筒的右側跑偏,則右側 的帶座軸承理當向前移動,皮帶輸送帶向滾筒的左邊跑偏,則左側的帶座軸承理當向前移動,相對應的也可將左側帶座軸承倒退或右側帶座軸承倒退。尾部滾筒 的調整方法與頭部滾筒正好相反。調整方法。經歷持續調整直到皮帶調到較為理想化的部位。在調整控制器或調向滾筒前安裝其部位。
4.張緊處的調整皮帶張緊處的調整是皮帶輸送機跑偏調整重要的環節。重錘式張緊處上端兩個調向滾筒除去四邊形皮帶長度方向還應空間四邊形相互作用力等分線,要保證其軸水平。選擇使用螺旋張緊或液壓缸張緊時,張緊滾筒兩個帶座軸承平移變換,以確保滾筒軸線與皮帶縱向方向垂直。具體的皮帶跑偏的調整方法 與滾筒處的調整有些相同。
5.轉截點處落料部位對皮帶跑偏的傷害轉截點處原料的落料部位對皮帶的跑偏有十分大的傷害,在二根皮帶機在平面圖的投影成垂直時傷害更大,要考慮轉截點 處上下二根皮帶機的相對高度。高度就會越低,原料水平速度越大,對下一層皮帶輸送帶的側邊破壞性大,原料也無法垂直居中。使在皮帶橫剖面上的原料歪斜 ,出現了皮帶輸送帶跑偏。倘若原料偏到右側,則皮帶輸送帶向左邊跑偏,在加工過程中應提升二根皮帶機的相對高度。在受室內空間設計限制的移動盤料輸送 機械設備的上下布氏漏斗、導料槽等件的方法與規格型號更運用心要考慮。導料槽的的總寬應是皮帶輸送帶總寬的三分之二左右比較合適。為減少或預防皮帶跑 偏可提高擋料板阻止原料,變更原料的方向和部位。
6.雙向運轉的皮帶輸送機跑偏調整雙向運轉的皮帶輸送機,皮帶跑偏的調整比單側皮帶輸送機跑偏的調整難度要大點,在具體調整時要先調整某一個方向,接著調整除此之外一個方向。調整時要用心觀查皮帶運轉的方向與跑偏發展趨向的關系,進行一個個的調整。重要應放進控制器滾筒和調向滾筒的調整上,其次是緩 沖托輥的調整與原料的落料點的調整。此外應注意皮帶在橡膠材料聯接頭時應使皮帶橫剖面長度方向上的承受能力均勻,在采用導鏈牽引繩時兩側的承受能力盡 可能地同樣。皮帶跑偏,不但可以手拉式調整,還能糾偏裝置,依據機器設備自動調節。 皮帶輸送機糾偏裝置能自動檢索輸送帶跑偏。糾偏系統方法 較多,運用調心緩沖托輥與方案設計不同的結構的緩沖托輥系統進行糾偏系統,但預期效果不明顯 或對膠帶危害非常大,連桿自動式調偏機器設備糾偏系統效果非常好。 使用感應開關,對皮帶輸送機跑偏進行檢驗,方案設計四柱液壓機進行糾偏裝置,根據實時監測信號,運轉皮帶跑偏狀況,馬上調整尾部滾筒的軸線部位以保證 調偏目的,或馬上報警待機,以預防造成 卷帶、撕帶惡性事故。

標簽: 皮帶輸送機、